采购指南2022/7/22 15:22:53
汽车同步器齿轮淬火变形问题分析
来源:化工仪器网2022/7/22 15:14:21183
导读:
某公司生产的同步器齿轮由20CrMnTi碳氮共渗淬火而成,由于淬火后变形较大,尤其是椭圆度超差在诸多变形中比较严重。其中两个产品170F01齿套椭圆度超差占总数的30%,7A五齿套椭圆度超差的占总数的20%左右。为解决椭圆度超差不得不采用压淬处理,浪费大量的人力、物力。为解决淬火后椭圆度超差变形问题,我们对产生变形的原因从原材料、热处理工艺、设备情况几方面进行了分析。
1.对原材料检验
(1)项目包括化学成分、硬度、低倍组织、带状组织、晶粒度、非金属夹杂物等各项。检验结果表明:化学成分、硬度、低倍组织、非金属夹杂物都在国标和图样要求的合格范围。而带状组织比较严重,已经达到3级,晶粒如图1所示有混晶现象(图样要求不大于2级,比较好是1级或0级)。
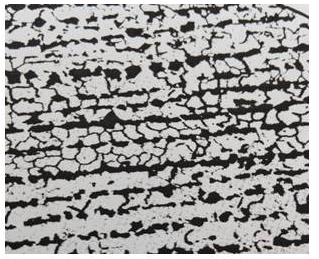
(2)分析:严重的带状组织,是由成分的微观不均匀引起的,带状组织使材料产生各向异性,使淬火变形增大。混晶也是一种组织不均匀现象,其成因同样与偏析有关,对变形影响也很大,此二项必须严格控制,级别越小越好。
2.重新验证
对热处理工艺的合理性进行了重新验证,发现有些产品的渗层深度控制的不合理,如7A三四档(见图2a)及五档齿套(见图2b)渗层要求0.4~0.7mm,结果实际深度平均值达到0.6~0.8mm。其原因是渗碳时间过长,原工艺为860℃X220min,强渗;860℃X70min,扩散,然后将温度降低到815℃X30min,淬火。

分析:经过大量的试验及理论分析后得知,强渗及扩散温度合适,而强渗时间过长,导致渗层深度过深。
由于齿套的有效厚度只有2.5mm左右,而原来渗层单边0.8mm,两边加起来就是1.6mm,几乎就要淬透,整个截面硬度很高,热处理应力很大,从而使淬火变形增大,使椭圆变形超差。
3.热处理设备情况
(1)淬火油内的残渣及氧化皮和污泥由于没有清理,导致大量存在,这些残渣一般沉到底部,会降低淬火油的流动性,造成淬火时各部位冷却不均,增大淬火变形。
(2)测量炉内温度的准确度和不均匀性。1号淬火加热炉:实际温度877℃,设定温度860℃,实际温度比设定及显示温度高了17℃。
4.改进措施
(1)严格控制原材料带状组织级别,要达到≤2级。经过严格控制,现在的带状组织如图3所示。

(2)把7A一二档齿套强渗时间减到200min,三四档及五档齿套强渗时间减到180min,经过多炉的试验结果7A一二档齿套渗层平均为0.65~0.9mm(要求0.6~0.9mm)和三四档及五档齿套0.46~0.65mm(要求0.4~0.7mm)。得到的渗层深度比较满意。
(3)对淬火油内的残渣及氧化皮和污泥进行了清理。
经过上面几方面的改进后,使热处理变形降低,数据如下:7A五档椭圆度变形超差率从30%降到18.2%,S170F01齿套从20%降低到7.1%。
5.结语
通过对原材料带状组织和晶粒度均匀性的控制、清理淬火油槽内的残渣,以及通过调整热处理工艺参数后得到合理的渗层深度,后使淬火椭圆度超差率降低了10%~15%,减少了经济损失。
X射线残余应力分析仪
上一篇:布鲁克手持式光谱仪主要应用领域
版权与免责声明:凡本网注明“来源:全球贸易网”的所有作品,均为浙江兴旺宝明通网络有限公司-全球贸易网合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:全球贸易网”。违反上述声明者,本网将追究其相关法律责任。 本网转载并注明自其它来源(非全球贸易网)的作品,目的在于传递更多信息,并不代表本网赞同其观点或和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。 如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
展开全部相关技术